
Delivering Efficiency Through Engineering Excellence.
Years Experience
Happy Clients
Countries Exported
Expert Engineers
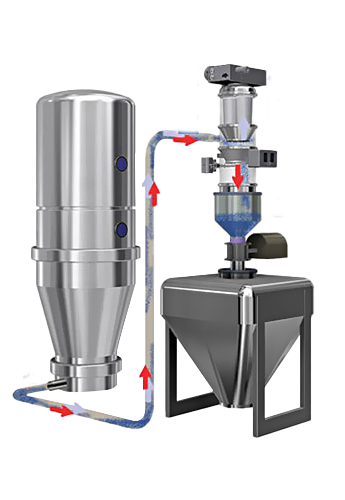

KI CONEQUIP Vacuum Conveying Systems are engineered for efficient, dust-free, and hygienic transfer of powders and granules using controlled negative pressure. Ideal for applications requiring contamination-free handling, these systems provide smooth and reliable conveying from bags, bins, hoppers, mixers, and processing lines. Perfect for food, pharma, chemical, plastic, and mineral industries, every vacuum conveying system is optimized for conveying distance, particle size, bulk density, and material sensitivity.
Have a look at some of our successfully delivered projects across Material Handling, Pneumatic Conveying, Mixing, Processing, Fabrication, and complete turnkey industrial installations in India and worldwide.




Looking for Aluminium Silos, Pneumatic Conveying Systems, Batching Plants or Turnkey Material Handling Solutions? Our experts are here to guide you with the best-fit options for your industry needs.
We follow a structured engineering approach to deliver reliable, efficient and customized bulk material handling solutions for industries worldwide.

STEP -01
We evaluate project needs, material type, and storage capacity to plan the right solution.
STEP -02
Custom-designed layouts and technical drawings to ensure efficiency and safety.
STEP -03
Precision-built equipment delivered, assembled, and installed on-site with expert supervision.

STEP -04
System testing, quality checks, and training before final project delivery.











Get expert consultation, custom configurations, and competitive quotes from our engineering team.





